

DRÓTKÖTÉS
TUDÁSBÁZIS TÉNYEZŐLAP
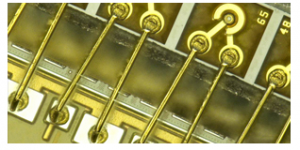
Mi a huzalkötés?
A huzalkötés az a módszer, amelynek során egy kis átmérőjű, lágy fémhuzalt egy kompatibilis fémes felülethez rögzítenek forrasztás, folyósítószer használata nélkül, és bizonyos esetekben 150 Celsius-fok feletti hő alkalmazásával. A lágy fémek közé tartozik az arany (Au), a réz (Cu), az ezüst (Ag), az alumínium (Al) és az ötvözetek, mint például a palládium-ezüst (PdAg) és mások.
Vezetékkötési technikák és folyamatok megértése mikroelektronikai összeszerelési alkalmazásokhoz.
Ékkötési technikák/eljárások: szalagos, termoszonikus golyós és ultrahangos ékkötés
A huzalkötés az integrált áramkör (IC) vagy hasonló félvezető eszköz és annak tokozása vagy kivezetőkerete közötti összeköttetések létrehozásának módszere a gyártás során. Manapság gyakran használják lítium-ion akkumulátorcsomagok elektromos csatlakozásainak biztosítására is. A huzalkötést általában a rendelkezésre álló mikroelektronikai összekötő technológiák közül a legköltséghatékonyabbnak és legrugalmasabbnak tartják, és a ma gyártott félvezető csomagok többségében alkalmazzák. Számos huzalkötési technika létezik, többek között: Termo-kompressziós huzalkötés:
A hőkompressziós huzalkötést (valószínűleg felületekhez (általában Au) való egyesítés szorítóerő alatt, magas, jellemzően 300°C-nál magasabb határfelületi hőmérsékleten, hegesztés céljából) eredetileg az 1950-es években fejlesztették ki mikroelektronikai összeköttetésekhez, azonban ezt gyorsan felváltotta az ultrahangos és termoszonikus kötés a 60-as években, mint domináns összekötő technológia. A hőkompressziós kötést ma is alkalmazzák niche alkalmazásokban, de a gyártók általában kerülik a sikeres kötés létrehozásához szükséges magas (gyakran káros) határfelületi hőmérsékletek miatt. Ultrahangos ékhuzalkötés:
Az 1960-as években az ultrahangos ék alakú huzalkötés vált a domináns összekötési módszerré. A nagyfrekvenciás rezgés (rezonáns átalakítón keresztül) alkalmazása a kötőszerszámra, egyidejűleg szorítóerővel, lehetővé tette az alumínium és arany huzalok szobahőmérsékleten történő hegesztését. Ez az ultrahangos rezgés segít eltávolítani a szennyeződéseket (oxidokat, szennyeződéseket stb.) a kötési felületekről a kötési ciklus kezdetén, és elősegíti az intermetallikus növekedést a kötés további fejlesztése és erősítése érdekében. A kötés tipikus frekvenciái 60-120 kHz. Az ultrahangos ék alakú technikának két fő folyamattechnológiája van: Nagy (nehéz) huzalkötés >100 µm átmérőjű huzalokhoz Finom (kis) huzalkötés <75 µm átmérőjű huzalokhoz A tipikus ultrahangos kötési ciklusokra példákat itt talál finom huzalhoz és itt nagy huzalhoz. Az ultrahangos ék alakú huzalkötés egy speciális kötőszerszámot vagy „éket” használ, amely általában volfrám-karbidból (alumínium huzalhoz) vagy titán-karbidból (arany huzalhoz) készül, a folyamatkövetelményektől és a huzalátmérőktől függően; Kerámia hegyű ékek különféle alkalmazásokhoz is kaphatók. Termoszonikus huzalkötés:
Amennyiben kiegészítő melegítésre van szükség (jellemzően aranyhuzal esetén, 100–250 °C közötti kötési hőmérséklettel), az eljárást termoszonikus huzalkötésnek nevezik. Ennek nagy előnyei vannak a hagyományos termokompressziós rendszerrel szemben, mivel sokkal alacsonyabb csatlakozási hőmérsékletre van szükség (a szobahőmérsékleten történő aranykötést már említették, de a gyakorlatban további melegítés nélkül megbízhatatlan). Termoszonic golyóskötés:
A termoszonikus huzalkötés egy másik formája a golyóskötés (lásd a golyóskötés ciklusát itt). Ez a módszer kerámia kapilláris kötésszerszámot használ a hagyományos ék alakú kialakítás helyett, hogy ötvözze a hőkompressziós és az ultrahangos kötés legjobb tulajdonságait a hátrányok nélkül. A termoszonikus rezgés biztosítja, hogy az interfész hőmérséklete alacsony maradjon, míg az első összekötő, a hőkompressziós golyóskötés lehetővé teszi, hogy a huzal és a másodlagos kötés bármilyen irányban elhelyezkedjen, ne az első kötéssel egy vonalban, ami korlátozó tényező az ultrahangos huzalkötésben. Automatikus, nagy volumenű gyártáshoz a golyóskötések lényegesen gyorsabbak, mint az ultrahangos/termoszonic (ék) kötők, így a termoszonikus golyóskötés az elmúlt több mint 50 évben a mikroelektronika domináns összekötő technológiájává vált. Szalagkötés:
A lapos fémszalagokkal történő szalagkötés évtizedek óta domináns az RF és mikrohullámú elektronikában (a szalag jelentős javulást biztosít a jelveszteség [bőrhatás] tekintetében a hagyományos kerek vezetékhez képest). A kis, jellemzően legfeljebb 75 µm széles és 25 µm vastag aranyszalagokat termoszonikus eljárással kötik össze egy nagy, lapos felületű ék alakú kötözőszerszámmal. Az akár 2000 µm széles és 250 µm vastag alumíniumszalagok ultrahangos ék alakú eljárással is köthetők, mivel az alacsonyabb hurkú, nagy sűrűségű összeköttetések iránti igény megnőtt.
Mi az az aranyozott kötőhuzal?
Az aranydrótos kötés az a folyamat, amelynek során az aranydrótot egy szerelvény két pontjához rögzítik, így létrehozva egy összeköttetést vagy egy elektromosan vezető útvonalat. Hőt, ultrahangot és erőt alkalmaznak az aranydrót csatlakozási pontjainak kialakításához. A csatlakozási pont létrehozásának folyamata egy aranygolyó kialakításával kezdődik a drótkötéses szerszám, a kapilláris hegyénél. Ezt a golyót a fűtött szerelvényfelületre nyomják, miközben az alkalmazásnak megfelelő erőt és 60 kHz - 152 kHz frekvencia közötti ultrahangos mozgást alkalmaznak a szerszámmal. Miután az első kötés létrejött, a drótot szigorúan ellenőrzött módon manipulálják, hogy a szerelvény geometriájának megfelelő hurokformát alakítsák ki. A második kötést, amelyet gyakran öltésnek is neveznek, ezután a másik felületen alakítják ki úgy, hogy a dróttal lenyomják, és egy szorítóval elszakítják a drótot a kötésnél.
Az aranyhuzalos kötés egy olyan összekapcsolási módszert kínál a csomagokon belül, amely nagymértékben elektromosan vezetőképes, közel egy nagyságrenddel nagyobb, mint egyes forrasztóanyagok. Ezenkívül az aranyhuzalok más huzalanyagokhoz képest magas oxidációs toleranciával rendelkeznek, és lágyabbak, mint a legtöbb, ami elengedhetetlen az érzékeny felületek esetében.
A folyamat az összeszerelés igényeitől függően is változhat. Érzékeny anyagok esetén egy aranygolyót lehet elhelyezni a második kötési területre, hogy erősebb és „lágyabb” kötést hozzon létre, megakadályozva az alkatrész felületének károsodását. Szűk helyeken egyetlen golyó használható kiindulópontként két kötéshez, így „V” alakú kötést hozva létre. Ha egy huzalkötésnek erősebbnek kell lennie, egy golyót lehet egy öltés tetejére helyezni, hogy biztonsági kötést hozzon létre, növelve a huzal stabilitását és szilárdságát. A huzalkötés számos különböző alkalmazása és variációja szinte korlátlan, és a Palomar huzalkötési rendszerein található automatizált szoftverek használatával érhető el.
Drótkötés fejlesztése:
A vezetékes kötést az 1950-es években fedezték fel Németországban egy szerencsés kísérleti megfigyelés révén, és ezt követően egy szigorúan ellenőrzött eljárássá fejlesztették. Ma széles körben használják félvezető chipek és tokozási vezetékek, lemezmeghajtó fejek és előerősítők elektromos összekapcsolására, valamint sok más alkalmazásra, amelyek lehetővé teszik, hogy a mindennapi használati tárgyak kisebbek, „okosabbak” és hatékonyabbak legyenek.
Huzalkötési alkalmazások
Az elektronikai miniatürizálás fokozódása azt eredményezte, hogy
a huzalok kötésében, amelyek fontos alkotóelemeivé válnak
elektronikus szerelvények.
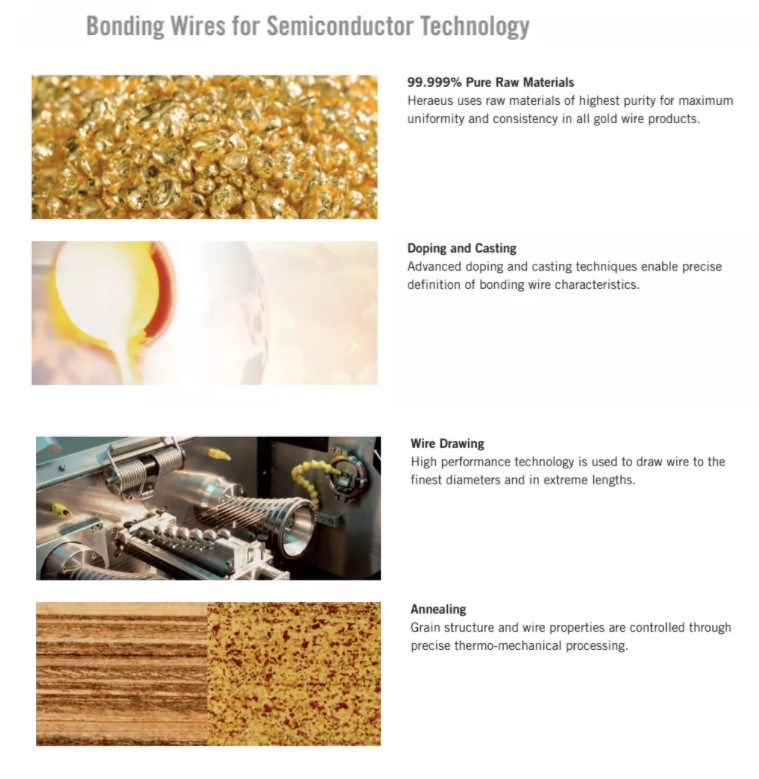
Erre a célra finom és ultrafinom kötőhuzalok
aranyat, alumíniumot, rezet és palládiumot használnak. Legmagasabb
minőségükkel szemben követelményeket támasztanak, különösen a következők tekintetében:
a huzal tulajdonságainak egyenletességéhez.
Kémiai összetételüktől és specifikus tulajdonságaiktól függően
tulajdonságainak köszönhetően a kötőhuzalok a kötéshez igazodnak
a kiválasztott technikához és az automata ragasztógépekhez
valamint az összeszerelési technológiák különféle kihívásaira.
A Heraeus Electronics széles termékválasztékot kínál
a különféle alkalmazásokhoz
Autóipar
Távközlés
Félvezető gyártók
Fogyasztási cikkek iparága
A Heraeus Bonding Wire termékcsaládok a következők:
Kötőhuzalok műanyaggal töltött alkalmazásokhoz
elektronikus alkatrészek
Alumínium és alumíniumötvözet kötőhuzalok
alacsony feldolgozási hőmérsékletet igénylő alkalmazások
Rézkötési huzalok, mint műszaki és
gazdaságos alternatíva az aranyhuzalokhoz képest
Nemesfém és nemesfém ragasztószalagok
nagy érintkezési felületű elektromos csatlakozások.

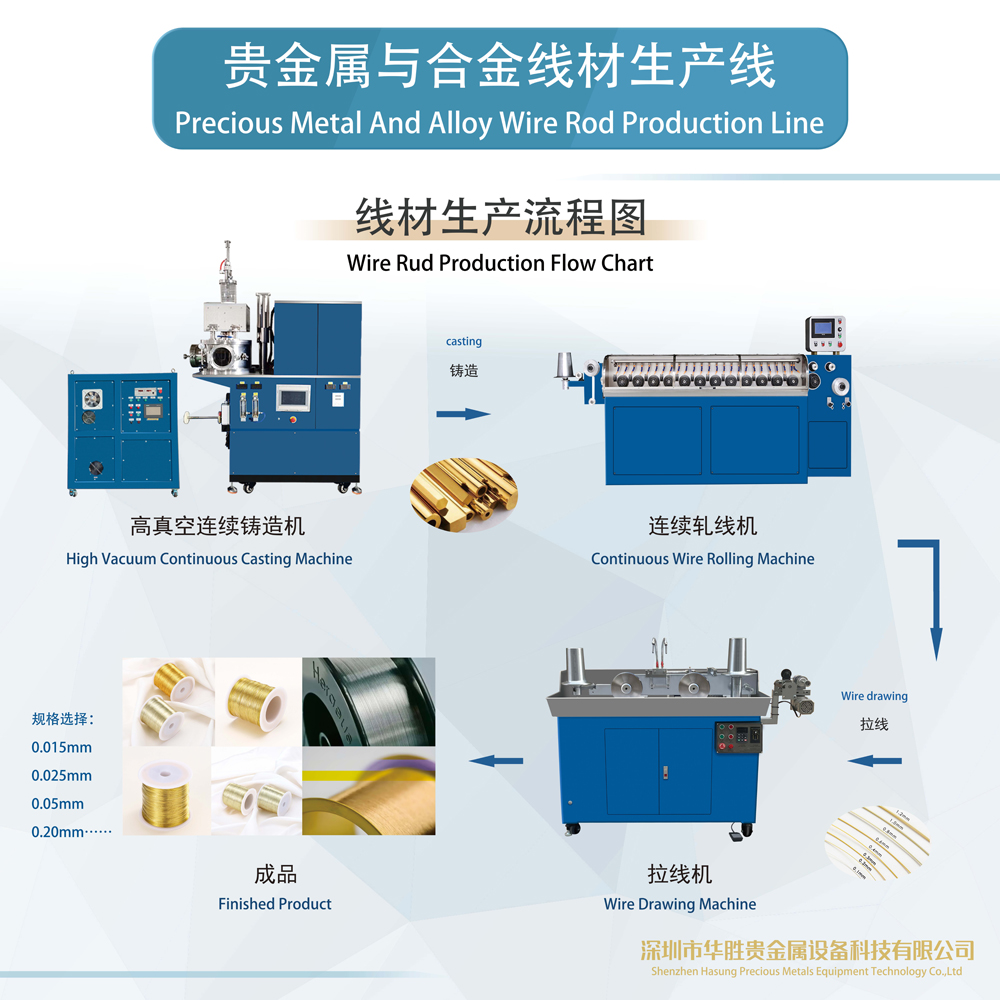
Kötőhuzalok gyártósora
Közzététel ideje: 2022. július 22.









